



1 / 5

Production Process:
Low carbon steel wire rod → High pay-off frame → Mechanical derusting → Straight line wire drawing machine → Tension device → Wire take-up machine.
Welded by buttress plate, bent steel, and section steel. Designed for high rigidity and safety.
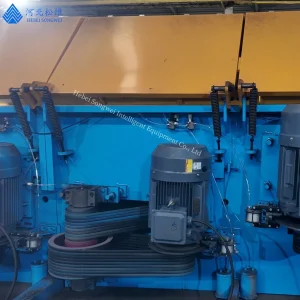
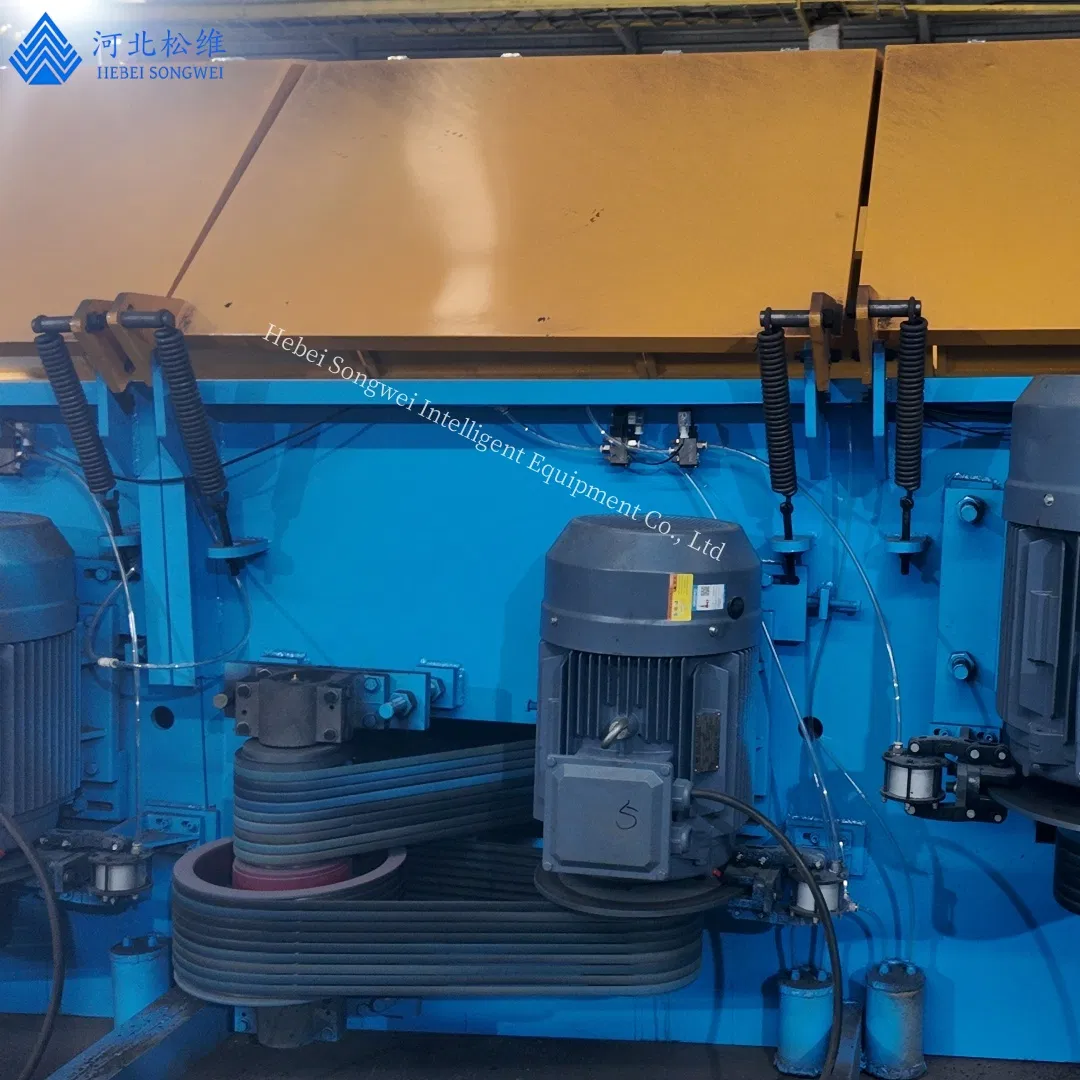
⚡ Drive SystemPowered by AC frequency motor through high-frequency joint narrow V-belts, spread by hardened reducer to capstan.
🔄 Capstan & CoolingZG45 steel casting blank body (HRC78-82) with long service life. Uses narrow slit water cooling for optimal circulation.
| Items | Unit | LZ-800-10 | LZ-700-9 | LZ-560-10 | LZ-400-10 |
|---|---|---|---|---|---|
| Reel diameter | mm | 800 | 700 | 560 | 400 |
| Drawing dies | time | 10 | 9 | 10 | 10 |
| Max inlet diameter | mm | Φ10-8 | Φ8-6.5 | Φ6.5-5.5 | Φ3.5-2.0 |
| Min outlet diameter | mm | Φ4-3 | Φ3-2.5 | Φ2-1.8 | Φ1-0.8 |
| Drawing speed | m/min | 360 | 480 | 720 | 840 |
| Single motor power | Kw | 90-55 | 75-55 | 37-22 | 15-7.5 |


Wire Pay-off & Derusting: Pneumatic lifting pulley for convenient threading. Derusting machine uses high-speed operation to remove rust from the surface.


OTO Module & Drum: Adopts OTO wire storage for non-stop welding. Drums are sprayed with tungsten carbide coating for extended durability.
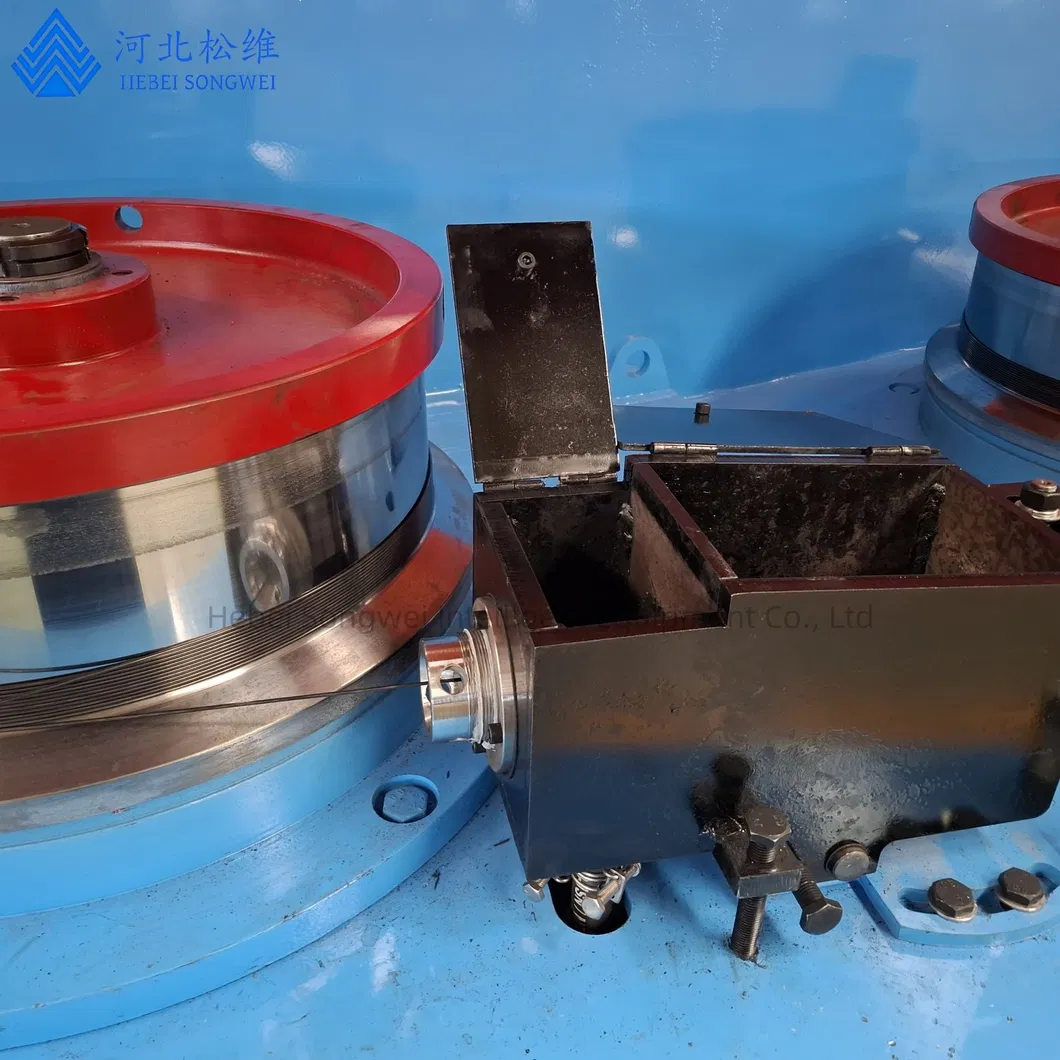

Die Box & Control: Specialized design for better powder adhesion. Independent start-stop buttons on each drum body for precise control.

Monitoring & Tension: Independent water flow ports for cooling observation. Tension control system ensures constant rod tension during take-up.


Package: Main machinery is wrapped in plastic film and fixed with steel wire. Small parts are secured in wooden cases.
Shipment: Flexible booking for full containers or LCL based on machinery dimensions.

With a focus on intelligent equipment, all key spare parts are independently produced to control processing accuracy. The facility covers approximately 30,000 square meters with workshops for precision machining, equipment assembly, and electrical assembly.